Resan med kretskortet fortsätter i det fjärde avsnittet av vår videoserie. Hoppa ombord och upptäck lamineringssteget i tillverkningsprocessen för kretskort! Efter avbildningen av det inre lagret genomgår korten registrering och laminering. Följ med oss till vår HDI-fabrik i Kina!
1 - FÖRBEREDELSE
Panelerna tvättas för att avlägsna den korroderade kopparytan samt eventuella fingeravtryck, torrfilmsrester, karbonat och antiskumrester från torrfilmsborttagning.
2 - MIKROETSNING
Mikroetsning är ett grundläggande villkor för att erhålla en homogen och lämplig brun- eller svartoxidbehandling. Processen kommer att minska koppartjockleken från 0,2 till 1 mikrometer.
3 - PBLACK OXID
Brun eller svart oxidbehandling används för att ge bättre vidhäftning för epoxihartset och för att undvika problem som delaminering.
4 - INRE LAGER STACK UP
Operatören staplar innerlagret och pre-preg på limmaskinen, så att stapeln kan limmas ihop. När limningen är klar går vi vidare till att använda nitarna. Nitningsprocessen är till för att slutföra registreringen och stärka det inre lagret och pre-preg tillsammans. Detta stärker stapeln och säkerställer att den inte rör sig under lamineringsprocessen.
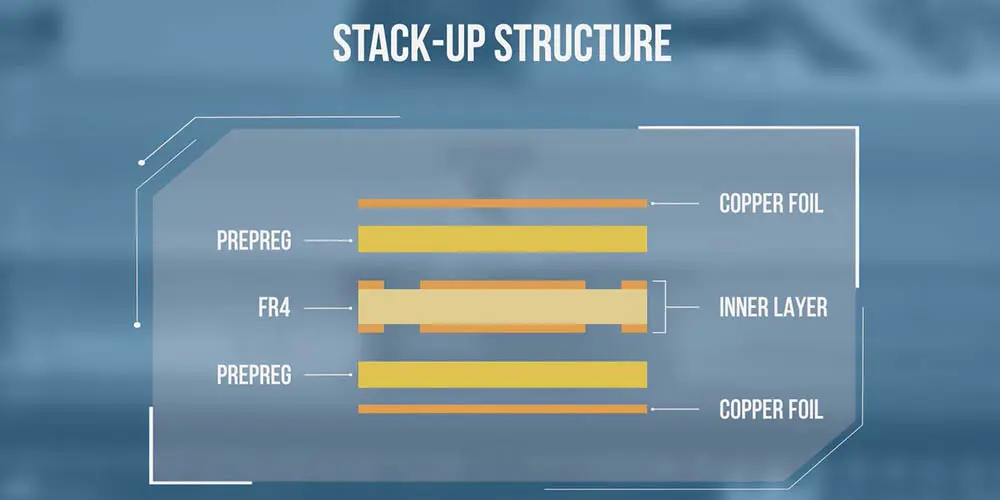
5 - STACK UP
Kopparfolien är klämd mellan en patch av rostfritt stål och en pre-preg. Detta rostfria stål skapar en hård och plan yta. Kopparfolien kompletterar stapeln. Panelen består nu upptill och nedtill av en kopparfolie och en pre-preg som omger det inre lagret.
6 - LAMINERING
Stapeln placeras under extrema temperaturer beroende på materialens datablad. Trycket i lamineringsmaskinen är 180 ton per kvadratmeter och processen tar upp till 2 timmar. Efter att ha utsatts för högt tryck och höga temperaturer bildar lagren ett enda kort, som sedan flyttas till en kallpress. Senare avformas panelerna.
7 - HÅLREGISTRERING
De helt nya korten kommer att förberedas med registreringshålen med hjälp av en röntgenmaskin. De kommer sedan att avgradas, fasas och rundas i hörnen.
Andra steg
Välkommen till oss
För att säkerställa överensstämmelse med europeiska dataskyddsbestämmelser, vänligen verifiera att du befinner dig i Europa.